
Your contact for cup seals
Comprehensive areas of application
cup seals for the highest requirements
Our cup seals ensure a secure and reliable seal in demanding applications.
Whether for high pressure systems, thermal loads or special safety requirements – we offer you the optimal solution for your individual requirements.
TypeS
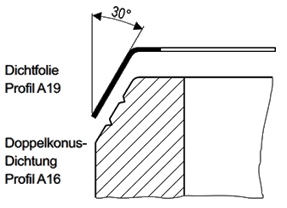
Double cone gaskets
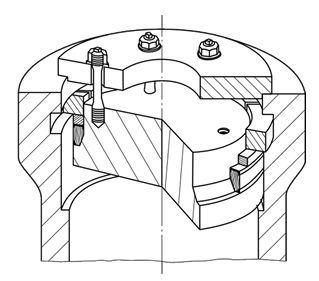
Double cone gaskets are radially compressed like a circular spring by the bolt pretensioning force. A pre-tensioning of approximately 1/3 to 1/5 of the test pressure is generally sufficient to achieve the necessary initial seal. So that the gasket does not become overloaded, only a limited amount of clearance should be left between the cover and the gasket.
After pre-tensioning the gasket will initially have contact inside to the cover. With the application of pressure it will then spring back by the compressed amount and if there is sufficient internal pressure will expand elastically, so that it offers reliable sealing in all operating conditions due to its optimal design shape.
We would be happy to carry out a cost-efficient check for tracking and to determine the measurements of the doublecone gasket as part of our gasket estimate service. The illustration above show the design principle. The measurements of double-cone gaskets are not standardised.
We can currently supply sealing rings up to Ø 3200 mm. The sealing surfaces are conical surfaces with a sloping angle α. A sloping angle of α = 30° is usual, but is not suitable in every case.
There are frequently two or three grooves of a few millimetres wide and a few tenths of a millimetre deep on each conical surface. The grooves fix the enclosed sealing layers into position. The layers provide a better initial sealing behaviour.
The sealing layers should be no thicker than 1 mm. Aluminium, copper, nickel and silver layers from 0.5 mm to 1 mm in thickness have proven successful. If the sealing layers can no longer be produced in one piece from the semi-finished product, they will be welded. The thickness of the welded joint deviates from the layer thickness by between +0.1 mm to -0.05 mm. Profile AR16 has convex sealing surfaces. The convex model has proven particularly reliable where the strains and curvatures of the component vary greatly, where layers of soft metal are not suitable.
| Profil | Cross-section | Material | k0 (mm) | k1 (mm) | Rz* (µm) |
|---|---|---|---|---|---|
| A16 | 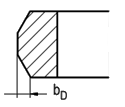 | Steal | – | – | 1,6 – 3,2 |
| AR16 | 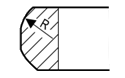 | Steal | |||
| A19 |  | Cu, Ni, | bD | bD+5 | 3,1 – 6,3 |
| Al, Ag | 6,3 – 12,5 |
Cover plate gaskets
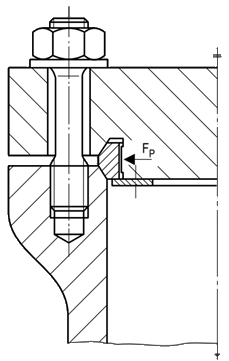
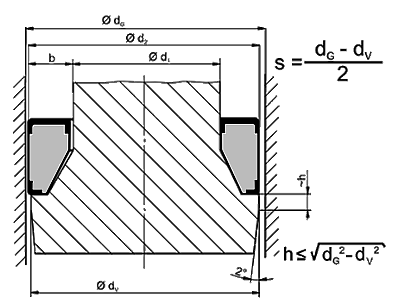
Cup seals are used as self-sealing gaskets, meaning that the sealing force does not come from bolts but from the internal pressure. Therefore bolts with a smaller cross section can be selected. The entire connection is more compact.
The following illustration shows the design principle.At high pressures or with reworked covers, caps should be provided, so that the graphite does not extrude into the gap between the housing and the cover plate. Compressed caps are made of 0.4 mm thick stainless steel sheet metal 1.4541.
At very high pressures solid, lathed capsare usual.
| Indicative values for maximum bridgeable gaps: | ||||||
|---|---|---|---|---|---|---|
| b [mm] | 5 | 10 | 15 | 20 | 30 | 40 |
| s [mm] | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,3 |
Gap width s is the average gap as shown in the illustration
When new, the gap should be as narrow as possible. The specified fit tolerance can be used as an indicator. The selection and model is left to the equipment
| Diameter d₂ | Tolerance zone dG/dV |
|---|---|
| d₂ < 500mm | D9/h8 |
| d₂ > 500mm | E8/h8 |
The cover plate can be tilted by 1° or 2° as shown in the illustration, for ease of fitting. Cover plate gaskets have a rectangular or an internally (less often, externally) sloped cross-section.
There is a range of profiles in seven different shapes available, with which all sealing problems can be solved. The necessary deformation to conform to the sealing surfaces is achieved with the cover tensioning bolts. When laying out the bolts, attention should also be paid to the weight of the cover and where it is to be installed. Depending on the type of profile and the geometry of the gasket, achieving sufficient deformation will require the correct level of surface pressure and/or the correct internal pressure.
The minimum pressure required for a self-sealing connection is given as pkrit . Where d1 =internal diameter and d2 = external diameter of the gasket, and the sealing factor is K, the following is true:

The sealing factor K was established in tests:
| Construction and material of the gasket |  |  |  |  |  |  |  | RZ* [µm] |
|---|---|---|---|---|---|---|---|---|
| Graphite ring, Profile series P70 made from chemically pure graphite, “RivaTherm” | P71 | P71K | P71KL | P74 | P74K | P75 | P75K | 12,5 bis 25 |
| Factor K (N/mm2 ) | 100 | 110 | 90 | 70 | 80 | 70 | 80 |
The maximum permitted operating or test pressure can also be estimated from the critical pressure. The selected tolerances and the presence or absence of metal caps or lathed protective caps is of critical importance.
The following gives an indication:
| Preasure | Model |
| pmax > 3 x pkrit | without caps |
| 3 x pkrit < pmax< 6 x pkrit | with metalcaps |
| 6 x pkrit < pmax< 12 x pkrit | With lathed steelcap |
Delta seals
Because of their geometric shape, delta seals require a higher level of precision from the seal grooves. As a direct result of the manufacturing process and its resulting precision, delta seals are only used for high-pressure autoclaves and high-pressure connections up to a maximum of 2000 mm, whereby the majority are less than 1000 mm.
The following illustration shows the application as a cover gasket.Due to its splined profile, an excellent initial seal is created by the partial plastic deformation of the opposing peaks of the gasket when bolt pre-tensioning force is applied. The radially self-sealing effect arises due to the high internal pressure resulting from the elastic extension of the gasket
Delta gaskets are not suitable for dealing with intermittent pressures. Additional sealing layers are not practical or necessary. Delta gaskets are generally produced from seamless rings. The sealing material should be softer than the flange material if at all possible. Care should be taken to ensure adequate creep strength in the material. The gasketis only slightly higher than the sum of the seal groove depths, therefore if the grooves are reworked at any stage a new gasket with greater height will be required.
We produce delta gaskets according to your documentation, from all usual materials.
See also thesection “Materials commonlyused”.
| Profile | Cross section | Material | k0 (mm) | k1 (mm) | Rz* (µm) |
|---|---|---|---|---|---|
| A15 |  | Steal | – | – | 1,6 – 3,2 |
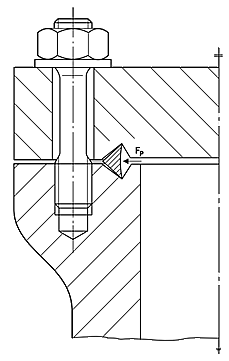
Delta Seals: Use as a lid seal